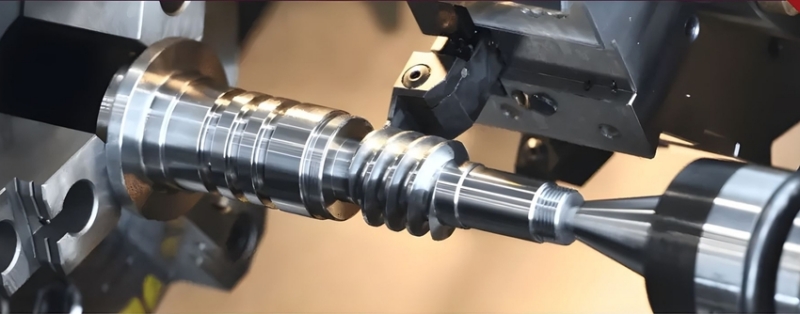
Grooving is a relatively complex process. To do a good job in grooving, you must first understand the types of grooves. Common groove types include external circular grooves, internal hole grooves, and end face grooves. Although the processing is difficult, grooving can be effectively completed by operating the machining center reasonably.
What is grooving?
In fact, in all tool cutting, regardless of whether the tool material is metal or non-metal, and regardless of the processing method of workpiece rotation or tool rotation, as long as a groove-type tool is used to cut a groove on the workpiece, it can be considered as grooving processing.
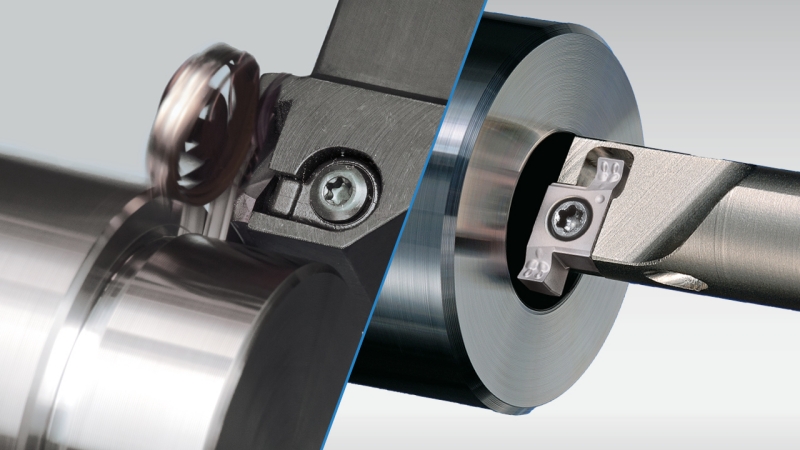
For internal grooving, the best machining effect is achieved when the tool tip is slightly above the centerline. Face grooving is more special, the tool must be able to move in the axial direction, and the tool's back radius must match the radius being machined. Face grooving achieves the best machining effect when the tool tip is slightly above the centerline.

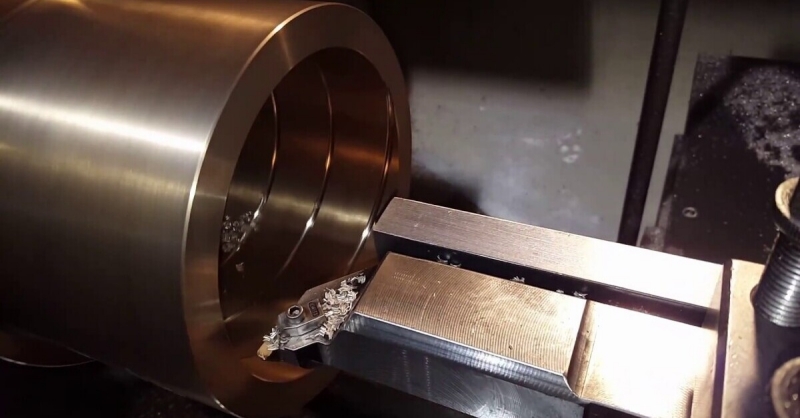
In any grooving process, the model design and technical conditions of the machining center are also basic factors that need to be considered. The main performance requirements for the machining center include: having sufficient machining power, a high-speed spindle to ensure that the tool runs within the correct speed range, and will not drop speed or shake; having sufficient rigidity to complete the required cutting process, and not vibrating to damage the surface finish of the workpiece; having a high enough coolant pressure and flow to help chip removal. The functional design of the spindle center water discharge can meet this processing requirement.
In fact, grooving is not difficult in terms of program design and processing. What is complicated is the irregular shape of the workpiece and the continuous debugging that follows. The grooving process can be completed efficiently by applying the difference in processing methods to the reasonable selection of tools.